1. PENGUJIAN NON DESTRUCTIVE TEST
(NDT), PENGUJIAN ULTRASONIC TEST (UT)
Pengujian ultrasonic (UT test) adalah salah satu jenis pengujian non destructive test dengan cara memberikan gelombang frekuensi tinggi ke dalam material benda uji untuk mengukur sifat geometris dan fisik dari bahan. Biasanya frekuensi yang dipakai antara 1 MHz sampai 10 MHz. Laju ultrasound di bahan yang berbeda akan menghasilkan kecepatannya yang berbeda. Gelombang ultrasonic akan terus merambat melalui material dengan kecepatan tertentu dan tidak kembali kecuali hits reflector. Reflector memperkirakan adanya retak/cacat antara dua material yang berbeda.Gelombang suara frekuensi tinggi yang diberikan ke material kemudian dipantulkan kembali dari permukaan yang cacat, energy suara yang dipantulkan ditampilkan terhadap waktu,, dan divisualisasikan terhadap specimen. Hasil dari gelombang suara tersebut ditampilkan pada layar monitor dan terdeteksi terdapat cacat atau bebas cacat pada material tersebut.
Pengujian ultrasonic (UT test) adalah salah satu jenis pengujian non destructive test dengan cara memberikan gelombang frekuensi tinggi ke dalam material benda uji untuk mengukur sifat geometris dan fisik dari bahan. Biasanya frekuensi yang dipakai antara 1 MHz sampai 10 MHz. Laju ultrasound di bahan yang berbeda akan menghasilkan kecepatannya yang berbeda. Gelombang ultrasonic akan terus merambat melalui material dengan kecepatan tertentu dan tidak kembali kecuali hits reflector. Reflector memperkirakan adanya retak/cacat antara dua material yang berbeda.Gelombang suara frekuensi tinggi yang diberikan ke material kemudian dipantulkan kembali dari permukaan yang cacat, energy suara yang dipantulkan ditampilkan terhadap waktu,, dan divisualisasikan terhadap specimen. Hasil dari gelombang suara tersebut ditampilkan pada layar monitor dan terdeteksi terdapat cacat atau bebas cacat pada material tersebut.
Keunggulan Ultrasonic
test
Bisa mendeteksi kedalaman cacat, posisi dan dimensi cacat
Dapat mendeteksi cacat-cacat laminasi yang tidak mampu
dideteksi oleh Radiograpy test, Magnetic
test maupun Penetran test
PRINSIP KERJA ULTRASONIC TEST

Gambar diatas adalah tampilan secara
sederhana proses pengujian Ultrasonic Test, dimana gelombang Ultrasonic disorotkan ke permukaan
bidang uji dengan garis lurus pada kecepatan konstan, kemudian gelombang tersebut dipantulkan
kembali dari permukaan atau cacat benda uji.
Hasil dari gelombang suara tersebut ditampilkan pada layar
monitor berupa tampilan pulsa untuk mengetahui tebal serta cacat atau tidaknya
benda uji tersebut.
Secara umum tampilan pulsa pada layar monitor terdiri dari:
1.
Initial Pulse
2.
Backwall Pulse
3.
Defect Pulse
4.
Noise Pulse
Sedangkan untuk membedakan tampilan pulsa2 pada layar
monitor dapat dijelaskan secara sederhananya sbb:
Initial Pulse adalah signal pulsa
yang selalu muncul pada saat awal tampilan pengukuran yang terbaca dilayar monitor.Defect
Pulse adalah signal pulsa yang muncul sebagai indikasi adanya cacat pada bahan
uji.Backwall Pulse adalah signal pulsa yang menyatakan ketebalan bahan uji.Noise
Pulse adalah kumpulan pulsa-pulsa noise yang muncul pada bahan uji. Backwall
pulse, Noise pulse dan Defect Pulse bagi orang yang baru pertama kali
mengoperasikan alat Ultrasonic test mungkin masih rancu untuk membedakan. oleh
karena itu untuk membedakannya kita bisa melihat dari karakter signal yang
muncul pada tampilan layar monitor.Untuk mengetahui apakah itu Backwal pulse
kita bisa menambah panjang Range pada set up alat UT. jika Pulsa selalu
muncul setiap kelipatan angka pada layar UT test secara teratur misalya pada
jarak 6,12,18,24 dst.. berarti pulsa tsb masuk kategori Backwall pulse.
Sedangkan Defect pulse dan noise pulse untuk membedakannya
kita bisa mengatur nilai Reject pada alat UT test tsb, jika kita
menaikkan nilai Reject pada alat UT test kemudian signal yang muncul pada layar
monitor menghilang, berarti signal tersebut adalah noise pulse, namun bila
tampilan signal tetap muncul pada layar monitor berarti signal tersebut adalah
defect pulse.
B. Teori Dasar X-Ray Diffraction (XRD)
Proses analisis menggunakan X-ray
diffraction (XRD) merupakan salah satu metoda karakterisasi material yang
paling tua dan paling sering digunakan hingga sekarang. Teknik ini digunakan
untuk mengidentifikasi fasa kristalin dalam material dengan cara menentukan
parameter struktur kisi serta untuk mendapatkan ukuran partikel. Sinar X
merupakan radiasi elektromagnetik yang memiliki energi tinggi sekitar 200 eV
sampai 1 MeV. Sinar X dihasilkan oleh interaksi antara berkas elektron
eksternal dengan elektron pada kulit atom. Spektrum sinar X memilki panjang
gelombang 10-10 s/d 5-10 nm, berfrekuensi 1017-1020
Hz dan memiliki energi 103-106 eV. Panjang gelombang sinar X memiliki orde yang
sama dengan jarak antar atom sehingga dapat digunakan sebagai sumber difraksi
kristal. SinarX dihasilkan dari tumbukan elektron berkecepatan tinggi dengan
logam sasaran. Olehk arena itu, suatu tabung sinar X harus mempunyai suatu
sumber elektron, voltase tinggi, dan logam sasaran. Selanjutnya elektron
elektron yang ditumbukan ini mengalami pengurangan kecepatan dengan cepat dan
energinya diubah menjadi foton.
Sinar X ditemukan pertama kali
oleh Wilhelm Conrad Rontgen pada tahun 1895, di Universitas Wurtzburg,
Jerman. Karena asalnya tidak diketahui waktu itu maka disebut sinar X. Untuk
penemuan ini Rontgen mendapat hadiah nobel pada tahun 1901, yang merupakan
hadiah nobel pertama di bidang fisika. Sejak ditemukannya, sinar-X telah umum
digunakan untuk tujuan pemeriksaan tidak merusak pada material maupun manusia.
Disamping itu, sinar-X dapat juga digunakan untuk menghasilkan pola difraksi
tertentu yang dapat digunakan dalam analisis kualitatif dan kuantitatif
material. Pengujian dengan menggunakan sinar X disebut dengan pengujian XRD
(X-Ray Diffraction).
XRD digunakan untuk analisis
komposisi fasa atau senyawa pada material dan juga karakterisasi kristal.
Prinsip dasar XRD adalah mendifraksi cahaya yang melalui celah kristal.
Difraksi cahaya oleh kisi-kisi atau kristal ini dapat terjadi apabila difraksi
tersebut berasal dari radius yang memiliki panjang gelombang yang setara dengan
jarak antar atom, yaitu sekitar 1 Angstrom. Radiasi yang digunakan berupa
radiasi sinar-X, elektron, dan neutron. Sinar-X merupakan foton dengan energi
tinggi yang memiliki panjang gelombang berkisar antara 0.5 sampai 2.5 Angstrom.
Ketika berkas sinar-X berinteraksi dengan suatu material, maka sebagian berkas
akan diabsorbsi, ditransmisikan, dan sebagian lagi dihamburkan terdifraksi.
Hamburan terdifraksi inilah yang dideteksi oleh XRD. Berkas sinar X yang
dihamburkan tersebut ada yang saling menghilangkan karena fasanya berbeda dan
ada juga yang saling menguatkan karena fasanya sama. Berkas sinar X yang saling
menguatkan itulah yang disebut sebagai berkas difraksi. Hukum Bragg merumuskan
tentang persyaratan yang harus dipenuhi agar berkas sinar X yang dihamburkan
tersebut merupakan berkas difraksi. Ilustrasi difraksi sinar-X pada XRD dapat
dilihat pada Gambar 1 dan Gambar 2.
 |
|
Gambar 1 : Ilustrasi difraksi
sinar-X pada XRD [1]
|
 |
|
Gambar 2 : Ilustrasi difraksi
sinar-X pada XRD [2]
|
Dari Gambar 2 dapat
dideskripsikan sebagai berikut. Sinar datang yang menumbuk pada titik pada
bidang pertama dan dihamburkan oleh atom P. Sinar datang yang kedua menumbuk
bidang berikutnya dan dihamburkan oleh atom Q, sinar ini menempuh jarak SQ + QT
bila dua sinar tersebut paralel dan satu fasa (saling menguatkan). Jarak tempuh
ini merupakan kelipatan (n) panjang gelombang (λ), sehingga persamaan menjadi :

Persamaan
diatas dikenal juga sebagai Bragg’s law, dimana, berdasarkan persamaan
diatas, maka kita dapat mengetahui panjang gelombang sinar X (λ) dan sudut
datang pada bidang kisi (θ), maka dengan ita kita akan dapat mengestimasi jarak
antara dua bidang planar kristal (d001). Skema alat uji XRD dapat dilihat pada
Gamnbar 3 dibawah ini.
 |
|
Gambar 3: Skema alat uji XRD
[3]
|
Dari metode difraksi kita dapat
mengetahui secara langsung mengenai jarak rata-rata antar bidang atom. Kemudian
kita juga dapat menentukan orientasi dari kristal tunggal. Secara langsung
mendeteksi struktur kristal dari suatu material yang belum diketahui
komposisinya. Kemudian secara tidak langsung mengukur ukuran, bentuk dan
internal stres dari suatu kristal. Prinsip dari difraksi terjadi sebagai akibat
dari pantulan elastis yang terjadi ketika sebuah sinar berinteraksi dengan sebuah
target. Pantulan yang tidak terjadi kehilangan energi disebut pantulan elastis
(elastic scatering). Ada dua karakteristik utama dari difraksi yaitu geometri
dan intensitas. Geometri dari difraksi secara sederhana dijelaskan oleh Bragg’s
Law (Lihat persamaan 2). Misalkan ada dua pantulan sinar α dan β. Secara
matematis sinar β tertinggal dari sinar α sejauh SQ+QT yang sama dengan 2d
sin θ secara geometris. Agar dua sinar ini dalam fasa yang sama maka
jarak ini harus berupa kelipatan bilangan bulat dari panjang gelombang sinar λ.
Maka didapatkanlah Hukum Bragg: 2d sin θ = nλ. Secara
matematis, difraksi hanya terjadi ketika Hukum Bragg dipenuhi. Secara fisis
jika kita mengetahui panjang gelombang dari sinar yang membentur kemudian kita
bisa mengontrol sudut dari benturan maka kita bisa menentukan jarak antar atom
(geometri dari latis). Persamaan ini adalah persamaan utama dalam difraksi.
Secara praktis sebenarnya nilai n pada persamaan Bragg diatas nilainya 1.
Sehingga cukup dengan persamaan 2d sin θ = λ . Dengan menghitung
d dari rumus Bragg serta mengetahui nilai h, k, l dari masing-masing nilai d,
dengan rumus-rumus yang telah ditentukan tiap-tiap bidang kristal kita bisa
menentukan latis parameter (a, b dan c) sesuai dengan bentuk kristalnya.
Estimasi
Crystallite Size dan Strain Menggunakan XRD
Elektron dan Neutron memiliki
panjang gelombang yang sebanding dengan dimensi atomik sehingga radiasi sinar X
dapat digunakan untuk menginvestigasi material kristalin. Teknik difraksi
memanfaatkan radiasi yang terpantul dari berbagai sumber seperti atom dan
kelompok atom dalam kristal. Ada beberapa macam difraksi yang dipakai dalam
studi material yaitu: difraksi sinar X, difraksi neutron dan difraksi elektron.
Namun yang sekarang umum dipakai adalah difraksi sinar X dan elektron. Metode
yang sering digunakan untuk menganalisa struktur kristal adalah metode Scherrer.
Ukuran kristallin ditentukan berdasarkan pelebaran puncak difraksi sinar X yang
muncul. Metode ini sebenarnya memprediksi ukuran kristallin dalam material,
bukan ukuran partikel. Jika satu partikel mengandung sejumlah kritallites yang
kecil-kecil maka informasi yang diberikan metiode Schrerrer adalah
ukuran kristallin tersebut, bukan ukuran partikel. Untuk partikel berukuran
nanometer, biasanya satu partikel hanya mengandung satu kristallites. Dengan
demikian, ukuran kristallinitas yang diprediksi dengan metode Schreer juga
merupakan ukuran partikel. Berdasarkan metode ini, makin kecil ukuran
kristallites maka makin lebar puncak difraksi yang dihasilkan, seperti
diilustrasikan pada Gambar 4. Kristal yang berukuran besar dengan satu
orientasi menghasilkan puncak difraksi yang mendekati sebuah garis vertikal.
Kristallites yang sangat kecil menghasilkan puncak difraksi yang sangat lebar.
Lebar puncak difraksi tersebut memberikan informasi tentang ukuran
kristallites. Hubungan antara ukuran ksirtallites dengan lebar puncal difraksi
sinar X dapat diproksimasi dengan persamaan Schrerer [5-9]
 |
|
Gambar 4 : XRD Peaks [4]
|
Gambar
4 mengindikasikan bahwa makin lebar puncak difraksi sinar X maka semakin kecil
ukuran kristallites. Ukuran kristallites yangmenghasilkan pola difraksi pada
gambar bawah lebih kecil dari pada ukuran kristallites yang menghasilkan pola
diffraksi atas. Puncak diffraksi dihasilkan oleh interferensi secara
kontrukstif cahaya yang dipantulkan oleh bidang-bidang kristal. Hubungan
antara ukuran ksirtallites dengan lebar puncal difraksi sinar X dapat
diproksimasi dengan persamaan Schrerer [5-7].
Scherrer Formula
Scherrer Formula
 |
Dimana
:
- Crystallite size (satuan: nm) dinotasikan dengan symbol (D)
- FWHM (Line broadening at half the maximum intensity), Nilai yang dipakai adalah nilai FWHM setelah dikurangi oleh “the instrumental line broadening” (satuan: radian) dinotasikan dengan symbol (B)
- Bragg’s Angle dinotasikan dengan symbol (θ)
- X-Ray wave length dinotasikan dengan symbol (λ)
- K Adalah nilai konstantata “Shape Factor” (0.8-1) dinotasikan dengan symbol (K)
Perlu diingan
disini adalah: Untuk memperoleh hasil estimasi ukuran kristal dengan lebih
akurat maka, nilai FWHM harus dikoreksi oleh "Instrumental Line
Broadening" berdasarkan persamaan berikut [4-9].

Dimana :
FWHMsample adalah
lebar puncak difraksi puncak pada setengah maksimum dari sampel benda uji dan
FWHMstandard adalah lebar puncak difraksi material standard yang
sangat besar puncaknya berada di sekitar lokasi puncak sample yang akan kita
hitung.
Setelah
data hasil uji sampel menggunakan XRD diperoleh, Data hasil analisa yang
diperoleh tersimpan dalam format RAW.data, yang kemudian data tersebut
dianalisa menggunakan Software EVA, data hasil uji sampel yang diperoleh adalah
berupa peak seperti gambar dibawah ini.
 |
|
Gambar 6: XRD Peak untuk sampel
Fe powder yang diuji penulis.
|
Sekilas
Tentang Struktur Atom Suatu Unsur
Setiap
atom terdiri dari inti yang sangat kecil yang terdiri dari proton dan neutron,
dan di kelilingi oleh elektron yang bergerak. Elektron dan proton mempunyai
muatan listrik yang besarnya 1,60 x 10-19 C dengan tanda negatif
untuk elektron dan positif untuk proton sedangkan neutron tidak bermuatan
listrik. Massa partikel-partikel subatom ini sangat kecil: proton dan neutron
mempunyai massa kira-kira sama yaitu 1,67 x 10-27 kg, dan lebih
besar dari elektron yang massanya 9,11 x 10-31 kg. Setiap unsur
kimia dibedakan oleh jumlah proton di dalam inti, atau nomor atom (Z). Untuk
atom yang bermuatan listrik netral atau atom yang lengkap, nomor atom adalah
sama dengan jumlah elektron. Nomor atom merupakan bilangan bulat dan mempunyai
jangkauan dari 1 untuk hidrogen hingga 94 untuk plutonium yang merupakan nomor
atom yang paling tinggi untuk unsur yang terbentuk secara alami. Massa atom (A)
dari sebuah atom tertentu bisa dinyatakan sebagai jumlah massa proton dan
neutron di dalam inti. Walaupun jumlah proton sama untuk semua atom pada sebuah
unsur tertentu, namun jumlah neutron (N) bisa bervariasi. Karena itu atom dari
sebuah unsur bisa mempunyai dua atau lebih massa atom yang disebut isotop.
Berat atom berkaitan dengan berat rata-rata massa atom dari isotop yang terjadi
secara alami. Satuan massa atom (sma) bisa digunakan untuk perhitungan berat
atom. Suatu skala sudah ditentukan dimana 1 sma didefinisikan sebagai 1/12
massa atom dari isotop karbon yang paling umum, karbon 12 (12 C) (A =
12,00000). Dengan teori tersebut, massa proton dan neutron sedikit lebih besar
dari satu, dan,
A ≅ Z + N
Berat
atom dari unsur atau berat molekul dari senyawa bisa dijelaskan berdasarkan sma
per atom (molekul) atau massa per mol material. Satu mol zat terdiri dari 6,023
x 1023 atom atau molekul (bilangan Avogadro). Kedua teori berat atom
ini dikaitkan dengan persamaan berikut: 1 sma/atom (molekul) = 1 g/mol Sebagai
contoh, berat atom besi adalah 55,85 sma/atom, atau 55,85 g/mol. Kadang-kadang
penggunaan sma per atom atau molekul lebih disukai; pada kesempatan lain g/mol
(atau kg/mol) juga digunakan.. Pengevaluasian atau inspeksi terhadap suatu
diskontinyuitas pada konstruksi yang menggunakan material logam, sebaiknya
dilakukan secara rutin, untuk mengurangi resiko terjadinya kecelakaan kerja,
dan juga akan mempermudah perawatannya. Untuk melakukan pengevaluasian atau
inspeksi tersebut diperlukan suatu metoda pengujian yang sekiranya mampu
mendeteksi keberadaan diskontinyuitas pada suatu logam material.
C. Uji liquid penetrant
merupakan
salah satu metoda pengujian jenis NDT (Non–Destructive Test)
yang relatif mudah dan praktis untuk dilakukan. Uji liquid penetrant
ini dapat digunakan untuk mengetahui diskontinyuitas halus pada permukaan
seperti retak, berlubang atau kebocoran. Pada prinsipnya metoda pengujian
dengan liquid penetrant memanfaatkan daya kapilaritas.
Liquid
penetrant dengan warna tertentu (merah) meresap masuk kedalam
diskontinyuitas, kemudian liquid penetrant tersebut dikeluarkan
dari dalam diskontinyuitas dengan menggunakan cairan pengembang (developer)
yang warnanya kontras dengan liquid penetrant (putih).
Terdeteksinya diskontinyuitas adalah dengan timbulnya bercak-bercak merah (liquid
penetrant) yang keluar dari dalam diskontinyuitas
Diskontinyuitas yang mampu dideteksi
dengan pengujian ini adalah diskontinyuitas yang bersifat terbuka dengan prinsip
kapilaritas seperti pada Gambar 4.1. Deteksi diskontinyuitas dengan cara ini
tidak terbatas pada ukuran, bentuk arah diskontinyuitas, struktur bahan maupun
komposisinya. Liquid penetrant dapat meresap kedalam celah
diskontinyuitas yang sangat kecil. Pengujian penetrant tidak dapat
mendeteksi kedalaman dari diskontinyuitas. Proses ini banyak digunakan untuk
menyelidiki keretakan permukaan (surface cracks), kekeroposan (porosity),
lapisan-lapisan bahan, dll. Penggunaan uji liquid penetrant tidak
terbatas pada logam ferrous dan non ferrous saja tetapi
juga pada ceramics, plastic, gelas, dan benda-benda hasil powder
metalurgi.

Gambar 4.1 Proses kapilaritas pada specimen
uji
Penggunaan uji liquid penetrant
ini sangat terbatas, misalnya:
- Keretakan atau kekeroposan yang ada dapat dideteksi jika keretakan tersebut merembat hingga ke permukaan benda. Sedangkan keretakan yang ada dibawah permukaan benda, tidak akan terdeteksi dengan menggunakan metoda pengujian ini.
- Pada permukaan yang terlalu kasar atau berpori-pori juga dapat mengakibatkan indikasi palsu.
- Metoda pengujian ini tidak dianjurkan untuk menyelidiki benda-benda hasil hasil metallurgy yang kurang padat.
Klasifikasi
liquid penetrant sesuai cara pembersihannya:
Liquid penetrant
bila dilihat dari cara pembersihannya dapat diklasifikasikan menjadi tiga macam
metoda dan ketiganya memiliki perbedaan yang mencolok. Pemilihan salah satu
sistem bergantung pada faktor-faktor berikut ini :
- Kondisi permukaan benda kerja yang diselidiki
- Karakteristik umum discuntinuity/ keretakan logam
- Waktu dan tempat penyelidikan
- Ukuran benda kerja
Metoda pengujian liquid
penetrant ini diklasifikasikan sesuai dengan cara pembersihannya, yaitu:
- Water washable penetrant system
Sistem liquid penetrant ini dapat
berupa fluorescent. Proses pengerjaannya cepat dan efisien. Pembilasan harus
dilakukan secara hati-hati, karena liquid penetran dapat terhapus habis dari
permukaan diskontinyuitas.
- Post emulsifible system
Biasa digunakan untuk menyelidiki keretakan
yang sangat kecil, menggunakan penetrant yang tidak dapat dibasuh dengan air.
Penetrant jenis ini dilarutkan dengan oli dan membutuhkan langkah tambahan pada
saat penyelidikan yaitu pembubuhan emulsifier yang dibiarkan pada permukaan
spesimen.
- Solvent removable system
Solvent removable sistem
digunakan pada saat pre cleaning dan pembasuhan penetrant.
Penetrant jenis ini larut dalam oli. Pembersihan penetrant secara
optimum dapat dicapai dengan cara mengelap permukaan benda kerja dengan lap
yang telah dilembabkan dengan solvent. Tahap akhir dari pengelapan
dilakukan dengan menggunakan kain kering. Penetrant juga dapat
dihilangkan dengan cara membanjiri permukaan benda kerja dengan solvent.
Klasifikasi
liquid penetrant berdasarkan pengamatannya
Berdasarkan pengamatannya ada tiga
jenis liquid penetrant, yaitu:
- Visible penetrant
Visible penetrant
adalah zat pewarna merah yang tampak jelas di bawah kondisi pencahayaan normal.
Pada umumnya visible penetrant berwarna merah. Hal ini
ditunjukkan pada penampilannya uang contrast terhadap latar belakang
warna developernya. Proses ini tidak membutuhkan pencahayaan ultra
violet, tetapi membutuhkan cahaya putih minimal 1000 lux untuk
pengamatan.
- Fluorescent penetrant
Liquid
penetrant ini adalah yang dapat berkilau bila disinar UV Fluorescent
penetrant bergantung pada kemampuannya untuk menampilkan diri terhadap
cahaya ultra violet yang lemah pada ruangan yang gelap.
Evaluasi
Indikasi
Indikasi akan dinyatakan oleh retensi penetrant partikel. Semua indikasi
seperti itu tidak selalu sempurna, tetapi bila permukaan yang kasar sangat banyak,
penetrant akan merembes ke HAZ, dll. Hal tersebut dapat menghasilkan indikasi
yang serupa. Indikasi yang tidak sempurna mungkin akan menjadi lebih besar.
Namun ukuran indikasi merupakan dasar untuk penerimaan evaluasi. Hanya indikasi
yang memiliki dimensi yang lebih besar dari 1/16 inchi akan dianggap relevan.
Indikasi apapun yang di pertanyakan atau meragukan akan dikaji ulang untuk
menentukan apakah relevan atau tidak relevan.
Standart
penerimaan
Dalam pengujian penetrant dapat
dinyatakan bahwa material tersebut dapat diterima apabila permukaannya bebas
dari :
- Relevant linier indication
Suatu cacat dikatakan memiliki
indikasi linier dan akan direject apabila pada cacat tersebut memiliki
panjang lebih dari 3 kali lebarnya dan yang besarnya lebih dari 1/16
in. (1,6 mm).
- Relevant rounded indication
Suatu cacat dikatakan memiliki
indikasi lingkaran apabila pada cacat tersebut memiliki panjang kurang dari 3
kali lebarnya.
- Material tersebut akan direject apabila memiliki panjang atau lebar indikasi lingkaran lebih dari 3/16 (4,8 mm).
- Material tersebut akan direject apabila memiliki 4 atau lebih indikasi lingkaran yang tersusun dalam satu baris, dengan jarak antara indikasi lingkaran kurang dari 1,6 mm.
Maka, apabila permukaan suatu material
bebas dari kedua indikasi yang telah disebutkan di atas, material
tersebut dapat diterima
Langkah-langkah penggunaan
Penetrant
Berikut
adalah langkah-langkah utama Inspeksi penetran cair / "dye penetrant
inspection" - cara kerja penetrant test:
1.PEMBERSIHAN PERMUKAAN MATERIAL

Permukaan uji dibersihkan terlebih dahulu agar
kotoran, cat, minyak, atau gemuk tidak menimbulkan indikasi yang tidak relevan
atau palsu. Metode pembersihan dapat menggunakan cairan pembersihnya (Cleaner/Remover),
untuk pembersihan redusi alkali, atau uap degreasing. Tujuan akhir dari langkah
ini adalah permukaan yang bersih di mana setiap cacat terlihat dan terbentuk ke
permukaan, kering, dan terbebas dari kontaminasi
2. Semprotkan penetrant ke
area yang akan di inspeksi:

Penetran test ini kemudian diterapkan pada permukaan material bahan yang diuji. Penetran sebaiknya diberikan "waktu tunggu" untuk meresap ke dalam setiap kemungkinan-kemungkinan cacat yang ada (biasanya 5 sampai 30 menit). Waktu tunggu terutama tergantung pada penetran yang digunakan, bahan yang diuji dan ukuran kekurangan dicari. Seperti yang diharapkan, kekurangan kecil membutuhkan waktu lebih lama dalam penetrasinya. Karena sifat yang tidak kompatibel mereka harus berhati-hati untuk tidak menerapkan pelarut berbasis penetran ke permukaan yang akan diperiksa dengan penetran yang telah dicuci.
3. Bersihkan sisa penetran
 |
Sisa-sisa
penetran kemudian dihapus dari permukaan. Metode
penghapusan dikendalikan oleh jenis penetran digunakan. Air-dicuci,
pelarut-removable, lipofilik pasca-diemulsikan, atau hidrofilik pasca-diemulsikan adalah
pilihan umum. Pengemulsi merupakan tingkat sensitivitas tertinggi, dan
kimia berinteraksi dengan penetran berminyak untuk membuatnya dilepas dengan
semprotan air. Bila menggunakan remover pelarut dan kain adalah penting untuk
tidak menyemprot pelarut pada permukaan tes langsung, karena ini dapat
menghapus penetran dari kekurangan. Jika penetran berlebih tidak benar dihapus,
setelah pengembang diterapkan, hal itu mungkin meninggalkan latar belakang di
daerah maju yang dapat menutupi indikasi atau cacat. Selain itu, ini juga dapat
menghasilkan indikasi palsu sangat menghambat kemampuan Anda untuk melakukan
pemeriksaan yang tepat.
4. Penerapan Pengembang:

Setelah penetran berlebih telah
dihapus pengembang putih diterapkan pada sampel. Jenis pengembang tersedia
beberapa, termasuk: non-berair pengembang basah , bubuk kering, air suspendable,
dan larut dalam air. Pilihan pengembang diatur oleh kompatibilitas penetran
(satu tidak dapat menggunakan pengembang yang larut dalam air atau suspendable
dengan air-dicuci penetran), dan oleh kondisi inspeksi. Bila menggunakan
non-berair pengembang basah (NAWD) atau bubuk kering, sampel harus dikeringkan
sebelum aplikasi, sedangkan pengembang larut dan suspendable diterapkan dengan
bagian masih basah dari langkah sebelumnya. NAWD tersedia secara komersial
dalam kaleng semprot aerosol, dan dapat menggunakan aseton , alkohol
isopropil , atau
propelan yang merupakan kombinasi dari dua. Pengembang harus membentuk
semi-transparan, bahkan lapisan pada permukaan.
Pengembang
menarik penetran dari cacat keluar ke permukaan untuk membentuk indikasi yang
terlihat, umumnya dikenal sebagai berdarah-out. Setiap daerah yang berdarah-out
dapat menunjukkan lokasi, orientasi dan jenis kemungkinan cacat pada permukaan.
Menafsirkan hasil dan karakterisasi cacat dari indikasi yang ditemukan mungkin
memerlukan beberapa pelatihan dan / atau pengalaman [ukuran indikasi bukanlah
ukuran sebenarnya dari cacat]
5. Inspeksi:

Inspektur akan menggunakan cahaya
tampak dengan intensitas yang memadai (100 kaki-lilin atau 1100 lux khas) untuk dye penetrant
terlihat. Ultraviolet (UV-A) radiasi intensitas yang memadai (1.000 mikro-watt
per sentimeter kuadrat umum), bersama dengan rendah tingkat cahaya ambient
(kurang dari 2 foot-candle) untuk pemeriksaan penetran neon. Inspeksi
permukaan uji harus dilakukan setelah 10 sampai 30 menit waktu pengembangan,
tergantung jenis produk.
Ini penundaan waktu memungkinkan tindakan blotting
terjadi. Inspektur dapat mengamati sampel untuk pembentukan indikasi kapan
menggunakan pewarna terlihat. Ini juga kebiasaan yang baik untuk mengamati
indikasi karena mereka terbentuk karena karakteristik berdarah keluar adalah
bagian penting dari karakterisasi penafsiran kekurangan.
6. Posting Pembersihan:

Permukaan
uji sering dibersihkan setelah pemeriksaan dan pencatatan cacat, terutama jika
pasca-pemeriksaan proses pelapisan dijadwalkan.
d. Eddy
Current Testing
1. Pengenalan
Eddy Current testing adalah
pengujian tanpa merusak yang memanfaatkan arus Eddy yang mengalir pada material
konduktor untuk menemukan cacat pada material tersebut.
2.
Dasar
Teori
Arus Eddy ini dihasilkan oleh
induksi arus listrik bolak-balik dalam material konduktor. Arus bolak-balik
tersebut menghasilkan medan magnetic bolak-balik. Arus induksi didalam material
yang termodifikasi akan menimbulkan perubahan nilai arus induksi saat melewati
material yang diuji. Pada saat arus melalui potongan kawat, medan magnet akan
muncul di sekitar kawat tersebut. Kekuatan dari medan magnet tersebut bergantung pada besarnya arus yang dialirkan
pada kawat.
Arus Eddy ini mengalir membentuk
lingkaran yang terpusat dan tegak lurus terhadap medan magnet yang dihasilkan
oleh kumparan probe, arah putarannya tergantung dari arah putaran kumparan
probe. Diskontinuitas dapat terdeteksi dengan posisi bersilangan terhadap arah
arus Eddy pada material yang diuji. Frekuensi bolak-balik arus Eddy ini
bergantung pada frekuensi bolak-balik yang dihasilkan oleh medan magnet pada
kumparan probe.
Alat yang diperlukan untuk
melakukan Eddy Current testing antara lain AC generator sebagai supplier
tegangan pada kumparan dan sebagai pengatur besar frekuensi yang diberikan.
Display sebagai alat untuk mengamati bacaan hasil pengujian. Coil circuits,
pembangkit signal elektromagnetik dan arus Eddy.
3.
Jenis
Probe yang digunakan dalam pengujian
Jenis-jenis probe yang digunakan
untuk Eddy Current test antara lain:
a.
Pancake
Probe
Pancake
probe ini digunakan untuk menguji benda yang permukaannya rata

b.
Test
Probe
Kumparannya
dibentuk sedemikian rupa untuk mengatur arah arus Eddy Current.
-
Encircling
coil probe

-
Horse-hoe
shaped coil probe
Digunakan
untuk mendeteksi cacat berbentuk planar


-
Cross
axis coils
Kumparannya
dibuat berbeda arah 90° sehingga menghasilkan Eddy Current ke segala arah pada
material yang diuji

4.
Teknik
yang digunakan dalam pengujian
Ada beberapa teknik yang
digunakan dalam pengujian Eddy Current, antara lain:
a.
Teknik
pengujian dengan frekuensi rendah
Frekuensi
yang digunakan adalah 50kHz atau lebih besar jika diperlukan. Kedalaman
penetrasi yang dihasilkan rendah, pada umumnya kurang dari 0,25mm. Metode ini
memiliki sensitivitas yang tinggi, sering digunakan untuk mendeteksi cacat yang
terbuka pada permukaan yang mudah dijangkau seperti plat.
b.
Teknik
pengujian dengan frekuensi tinggi
Frekuensi
yang digunakan sekitar 50-100 kHz. Semakin tinggi frekuensi maka semakin dalam
penetrasinya tetapi sensitivitasnya akan berkurang. Sehingga diperlukan nilai
yang optimum antara kedalaman penetrasi dan sensitivitas pengujian.
c.
Teknik
mengukur konduktivitas
Perangkat
pengukur konduktivitas pada instrument Eddy Current memang dirancang khusus
untuk mengukur konduktivitas material. Pengoprasiannya pada frekuensi yang
tetap dan dikalibrasikan dalam % IACS atau MS/m
Gambar
diatas adalah bentuk kurva konduktivitas material.
Distribusi
kekuatan dari Eddy Current juga dipengaruhi oleh geometri benda uji. Apabila
menemui bagian tepi material (edge effect) akan terjadi penekanan arus seperti
pada kurfa dibawah.

d.
Mengukur
ketebala lapisan
Eddy
Current juga dapat digunakan untuk mengukur ketebalan lapisan seperti cat yang
menjadi jarak pemisah antara probe dan material konduktor.


5.
Aplikasi
Pengujian
Eddy
Current test ini dapat digunakan untuk berbagai bentuk geometri antara lain
kawat, pipa, batang, silinder, lembaran logam, dan bentuk-bentuk hasil dari
pembentukan lainnya.
6.
Kelebihan
dan Kekurangan Eddy Current Testing
a.
Kelebihan
-
Pengukuran
yang dilakukan bervariasi
-
Sensitivitas
pada crack kecil tinggi
-
Dapat
mendeteksi surface dan sub surface defect
-
Hasil
dapat diperoleh dengan cepat
-
Peralatannya
dapat dibawa kemana-mana
-
Persiapannya
sederhana
-
Test
Probe tidak harus kontak langsung dengan benda uji
-
Dapat
mendeteksi pada material konduktor dengan berbagai bentuk geometri
b.
Kekurangan
-
Hanya
untuk material konduktor
-
Permukaan
harus dapat dijangkau oleh probe
-
Diperlukan
skill yang tinggi dan training yang lebih intens
-
Kekasaran
dan kehalusan permukaan dapat berpengaruh
-
Dibutuhkan
standar referensi untuk set up
-
Kedalaman
penetrasi terbatas
-
Cacat
seperti delaminasi yang sejajar dengan lilitan coil probe dan scan probe tidak
dapat dideteksi
7.
Kesimpulan
a.
Eddy
Current memanfaat perubahan intensitas arus imbas untuk mendeteksi cacat pada
material
b.
Cacat
ini dapat dilihat karena perubahan bentuk arus Eddy ketika probe mendeteksi
pada material
c.
Eddy
Current test dapat diaplikasikan pada berbagai bentuk geometri benda
E. Radiographic
Test
1.
Pengenalan
Radiographic
test adalah salah satu uji tanpa merusak dengan memanfaatkan sinar x atau sinar
gamma yang mampu menembus hampir semua logam kecuali timbal sehingga dapat
digunakan untuk mendeteksi cacat di dalam material uji. Radiography menggunakan
penetrating radiation yang diarahkan langsung pada material. Hasil pengujian
akan ditampilkan pada film atau melalui computer.
2.
Dasar
Teori
Material
uji akan ditempatkan diantara sumber radiasi dan film. Ketebalan dan berat
jenis material sangat berpengaruh pada jumlah radiasi yang diberikan. Energi
radiasi dan waktu harus diatur supaya bisa memberikan image yang diinginkan
dengan jelas. Sudut antara sumber radiasi dan cacat adalah hal yang sangat
berkaitan. Besar sudut penetrasi sangat menentukan pada hasil test. Sumber
radiasi yang biasa digunakan di industri antara lain generator x-ray dan sumber
gamma ray.
Gama
rays dihasilkan oleh radioisotope. Radioisotope mempunya nuclei yang tidak
stabil karena tidak mempunyai cukup energy pengikat untuk menggabungkan nucleus
menjadi satu. Pelepasan spontanitas dari atom nucleus itu lah yang menghasilkan
energy yang dikenal sebagai radioactive decay.
Tidak
seperti x-rays yang dihasilkan oleh mesin. Radioisotope yang digunakan pada
gamma radiography dimasukkan ke dalam kapsul untuk mencegah kebocoran material
tersebut. Radioactive capsule digunakan sebagai kabel untuk membentuk pigtail
yang mempunya connector khusus untuk menyambungkan ke kabel drive.
Kamera
digunakan untuk menyimpan, mengirim, dan menyinari yang berisikan material
radioactive. Kamera berisi material pelindung yang mengurangi paparan radiasi
selama proses berlangsung. Kabel drive yang dihubungkan pada kamera dikontrol
melalui radiographer yang digunakan untuk menyinari (menembak). Material
radioactive akan keluar melalui guide tube dimana gamma rays akan melalui
material uji dan tercetak pada alat pencetak.
X-rays
dan gamma rays dibentuk secara radiasi ionisasi. Mereka memiliki kemampuan
untuk membentuk ion pada material yang dipenetrasi. X-rays dan gamma rays memiliki
energy cukup untuk membebaskan electron dari atom dan merusak struktur molekul
dari sel. Hal ini dapat menyebabkan kanker.
3.
Media
Penggambaran
a. Film Radiography
Film
adalah media paling tua yang banyak digunakan pada radiography test. Film
berisi microscopic material disebut silver bromide. Penggunaannya hanya sekali
dan diproses di ruangan gelap. Silver bromide menjadi hitam metallic silver
yang membentuk image.Film harus dilindungi dari cahaya langsung. Film di
tempatkan pada light proof cassette pada ruang gelap.
Supaya
image dapat dilihat, film harus dicuci pada tempat yang gelap. Proses ini
sebenarnya sama dengan pencucian foto biasa.
b. Digital Radiography
Tanpa
film, digital radiographic image ditampilkan menggunakan phosphor screens atau
flat panel berisikan micro-electronic sensors. Tanpa ruang gelap untuk proses
pencucian film dan tampilan image bisa ditampilkan secara digital. Image juga
tersimpan dalam bentuk digital.
Bentuk
tampilan image digital radiography antara lain:
-
Computed
radiography
-
Real-time
radiography
-
Direct
radiographic imaging
-
Computed
tomography
Berikut
adalah contoh gambar-gambar radiography








4.
Kelebihan
dan Kekurangan
Kelebihan
-
Teknik
ini tidak terbatas pada tipe material dan berat jenisnya
-
Sensitive
terhadap perubahan ketebalan, korosi, cacat, dan massa jenis material
-
Bisa
mendeteksi surface dan sub surface
-
Memberikan
bukti hasil pengujian yang permanen
Kekurangan
-
Banyak
peralatan keamanan yang perlu digunakan saat pengujian
-
Dibutuhkan
keterampilan khusus untuk melakukan pengujian
-
Pengetahuan
terhadap peralatan sangat penting
-
Harganya
relative mahal
5.
Kesimpulan
a.
Radiographic
test adalah pengujian tanpa merusak dengan memanfaatkan X-rays atau gamma rays
untuk mendeteksi cacat pada material uji. Hasil pengujian akan ditampilkan
dalam bentuk film atau dalam komputer
b.
Radiographic
test ini membutuhkan biaya yang relative mahal, tetapi hasil pengujian yang
dihasilkan sangat akurat karena dapat ditunjukan bukti dari hasil pengujiannya

Dengan setiap kurva SN Anda juga harus menentukan batas daya tahan stres yang terkait, F L, yang merupakan kisaran stres di bawah ini yang tidak terjadi kerusakan.
Kurva SN sendiri dapat ditentukan baik oleh parameter atau meja.
Ketika kurva ditentukan oleh parameter pengguna menentukan parameter, log 10 (a) dan m, dan kurva ini kemudian diberikan oleh salah satu dari rumus setara berikut:
N
= a -m S
log
10 (N) = log 10 (a) - m log 10 (S)
Kurva dapat berupa
linear atau bi-linear, sebagaimana ditentukan oleh item data batas wilayah. Jika ini diatur ke Infinity maka kurva akan linear, jika
kurva bi-linear digunakan. Kurva bi-linear, ditentukan oleh parameter log 10 (1), m 1 untuk wilayah rendah-siklus (N ≤ batas wilayah) dan log 10 (2), m 2 untuk wilayah siklus tinggi (N> wilayah batas). Karena kurva harus kontinu, nilai log 10 (2) ditentukan oleh log 10 (1), m 1, m 2 dan batas wilayah. Oleh karena itu log 10 (2) dilaporkan, tetapi tidak dapat diubah. Kurva SN bi-linear dengan demikian ditentukan oleh persamaan berikut:
log
10 (N) = log 10 (1) - m 1 log 10
(S) untuk N ≤ batas wilayah
log
10 (N) = log 10 (2) - m 2 log 10
(S) untuk N> batas wilayah
Ketika
kurva ditentukan oleh tabel pengguna memberikan tabel yang sesuai
nilai-nilai dari S dan N. Untuk nilai-nilai lain dari S kita menggunakan log
linear interpolasi atau ekstrapolasi untuk menemukan nilai N. Berarti efek stres dapat dicatat dengan menggunakan Goodman, Soderberg atau Gerber model .
Unit SN Curve
Parameter kurva SN masuk harus konsisten dengan unit analisis kelelahan. parameter kurva SN biasanya dikutip sehubungan dengan tekanan dalam MPa, tetapi Anda mungkin akan melakukan analisis kelelahan menggunakan beberapa unit stres lainnya. Anda dapat menangani masalah ini sebagai berikut. Pertama mengubah unit analisis kelelahan dan mengatur sistem unit menjadi pengguna, unit panjang untuk menjadi m dan kekuatan unit menjadi MN. Hal ini terkait dengan tekanan dalam MPa, sehingga Anda kemudian dapat memasukkan parameter SN dalam hal MPa. Akhirnya, mengembalikan unit untuk orang-orang yang Anda inginkan untuk analisis kelelahan. Parameter secara otomatis akan dikonversi untuk memungkinkan perubahan unit.Curves TN
Untuk mooring kelelahan kerusakan dihitung dengan kurva TN. Ini menentukan jumlah siklus untuk kegagalan, N (T), ketika suatu material berulang kali bersepeda melalui diberikan ketegangan efektif berbagai T.Kurva TN dapat ditentukan baik oleh parameter atau meja.
Ketika kurva ditentukan oleh parameter pengguna menentukan tiga parameter, m, k dan kekuatan referensi breaking (RBS). Kurva tersebut kemudian diberikan oleh rumus berikut:
N
= k (T / RBS) -m
Ketika kurva ditentukan
oleh tabel pengguna memberikan tabel yang sesuai nilai-nilai T dan N.
Untuk nilai-nilai lain dari T kita menggunakan log linear interpolasi atau
ekstrapolasi untuk menemukan nilai N.
3. Fatigue Testing – Dasar Pengujian
Fatigue secara terminologi adalah kelelahan, sedangkan dalam istilah mempunyai arti yaitu kerusakan material yang diakibatkan oleh adanya tegangan yang berfluktuasi (siklik) yang besarnya lebih kecil dari tegangan tarik (tensile) maupun tegangan luluh (yield) material yang diberikan beban konstan. Mekanisme perpatahan fatigue pada umumnya diawali dari permukaan bahan material yang lemah, yang kemudian akan merambat ke bagian tengah dan akhirnya bahan tersebut akan mengalami perpatahan. Perpatahan tersebut dapat secara tiba-tiba (catastrophic) dengan tanpa atau sedikit sekali adanya deformasi plastis.
Uji fatigue terdiri dari dua langkah yaitu memulai retakan dan perambatan retakan sampai total retak. Mayoritas umur kelehan terjadi ketika dimulai kelelahan retak dan proses kelelahan diuraikan ketika pertama kali dikontrol. Contoh ini meliputi poros mesin, roda gigi, dan poros sumbu atau batang berputar. Pada sisi lain, struktur besar atau materi komponen hampir selalu berisi sebelum adanya retakan seperti di dalam jembatan, kapal, pesawat terbang, badan pesawat terbang, dan tekanan bejana kapal. Dalam struktur yang sedemikian , mayoritas umur kelelahan dihabiskan dengan munculnya suatu pre-existing retakan dan kemudian retak keseluruhan. Proses fatigue dalam hal ini diuraikan dengan control propagasi. Di dalam laboratorium uji fatigue dilakukan pada spesimen un-cracked dimana kebanyakan dari umur fatigue dihabiskan dalam langkah inisiasi.
Komponen dan Struktur rancang-bangun sering berisi konsentrasi tekanan seperti bentuk. Kelelahan retak hampir selalu mulai pada daerah dari konsentrasi tekanan tinggi. Sebagai contoh pada gambar di bawah menunjukkan suatu kelelahan retak yang dimulai dari suatu lubang kunci di dalam suatu batang yang berputar. Pematahan permukaan komponen yang digagalkan oleh fatigue pada umumnya tegaklurus dan flat pada tekanan yang diterapkan dan sering juga menunjukkan corak beachmark punggung bukit yang ditunjukkan pada gambar berikut.
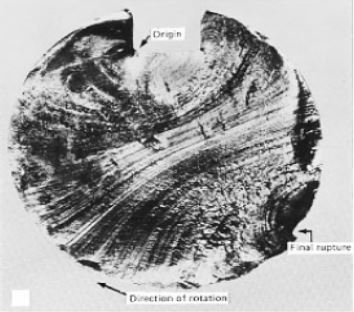
Gambar
1. Suatu batang yang berisi suatu lubang kunci akibat terjadinya fatigue ketika
diuji
Uji fatigue memerlukan kendali yang akurat. Bagaimanapun, untuk
baiknya menguji kita memerlukan kendali yang akurat dan ini bisa dilakukan
dengan suatu mesin pembengkok yang berputar.
Gambar
2. Fatigue rotating bending machine
Di (dalam) mesin ini, suatu spesimen yang
lembut silindris menjulang dan terisi dari kedua-duanya akhir menggunakan
berputar menggamit/meninggalkan.
Gambar
3. Mounted fatigue specimen
Suatu berat/beban
dipenjarakan dari satu sisi (menyangkut) spesimen untuk bertukar-tukar tegangan
lentuk yang berpengalaman oleh permukaan spesimen. Pada awalnya, spesimen akan
mengalami tegangan-tarik pada tekanan kompresi dan permukaan puncak nya pada
alas/pantat nya. Tegangan lentuk maksimum pada permukaan spesimen diberi oleh
persamaan :
σ
= 32 M/πd3
Dimana,σ = tegangan lentuk yang maksimum
M =momen lentuk di panampang-lintang spesimen ( weight*distance)
D = garis tengah specimen
Fatigue
(kelelahan) adalah salah satu jenis kerusakan atau kegagalan yang di akibatkan
oleh beban berulang. perpatahan akibat fatigue terjadi dalam 3 fase: 1) permulaan retak 2)penyebaran retak 3) patah.
Diperkirakan
50% - 90% (gambar 1) penyebab utama kegagalan pemakaian bahan adalah fatigue
(kelelahan). ini di picu oleh retak pada bahan yang berawal dari lokasi yang
paling lemah kemudian terjadi pembebanan bolak – balik sehingga keretakan
tersebut menyebar dan mengakibatkan bahan itu patah.
Gambar. 1 Distribusi mode kegagalan
3 siklus
tegtangan yang umum terjadi pada fatigue (kelelahan) bahan:
A.
fluktuasi tegangan terjadi mulai dari tegangan rata-rata nol dengan amplitude
yang konstan
B.
fluktuasi tegangan dimulai di atas garis rata-rata noldengan amplitude konstan
C.
fluktuasi tegangan yang acak
seperti yang ditunjukkkan pada gambar
Karakteristik kelelahan logam dapat
dibedakan menjadi 2 yaitu karakteristik makro dan karakteristik mikro.
Karakteristik makro merupakan ciri-ciri kelelahan yang dapat diamati secara
visual(dengan mata telanjang atau dengan kaca pembesar). Sedangkan
karakteristik mikro hanya dapat diamati dengan menggunakan mikroskop.
KarakteristikMakroskopis
Karakteristik makroskopis dari kelelahan logam adalah
sebagaiberikut:
1. Tidak adanya deformasi plastis secara makro.
2. Terdapat tanda ’garis-garis pantai’ (beach marks) atau
clam shell atau stop/arrest marks , seperti yang ditunjukkan pada Gambar.
2 dibawah ini.
Gambar. 2 Permukaan
patah lelah pada poros.
3. Terdapat ’Ratchet marks’ seperti yang ditunjukkan
pada Gambar. 3 dibawah ini.
Gambar. 3 Permukaan
patah lelah dari baut akibat beban tarik.
Karakteristik Mikroskopis
Karakteristik mikroskopis dari kelelahan logam adalah
sebagai berikut:
1. Pada permukaan patahan terdapat striasi (striations).
2. Permukaan patahan memperlihatkan jenis patah
transgranular (memotong butir) tidak seperti jenis patah intergranular seperti
yang terjadi pada kasus SCC(stress corrosion cracking) atau mulur(creep).
Persamaan striasi dan beach marks adalah sebagai berikut:
1. Ke-2 nya menunjukkan posisi ujung retak yang terjadi
setiap saat sebagai fungsi dari waktu siklik.
2. Ke-2 nya berasal dari lokasi awal retak yang sama.
3. Ke-2 nya memiliki arah yang sama(parallel ridges).
4. Ke-2 nya tidak hadir pada logam-logam yang terlalu keras
atauterlalu lunak.
Perbedaan striasi dan beach marks adalah sebagai berikut:
1. Ukuran striasi adalah mikroskopis (1 ÷ 100 µ) dan hanya
dapat dilihat dengan menggunakan mikroskop elektron.
2. Ukuran beach marks adalah makroskopis (> 1000 µ atau
1mm) dan dapat dilihat dengan mata telanjang.
3. Striasi mewakili majunya ujung retakan yang bergerak
setiapsatu siklus pembebanan, sedangkan beach marks mewakili posisi dari ujung
retakan ketika beban siklik berhenti untuksatu perioda tertentu. (satu beach
mark dapat terdiri atasratusan bahkan ribuan buah striasi)
FAKTOR-FAKTOR YANG MEMPENGARUHI FATIGUE LIFE
1. STRESS
CONCENTRATION
Pemicu-pemicu
terjadinya konsentrasi tegangan seperti fillet, notch, alur pasak, positas,
inklusi dan lain-lain akan menyebabkan menurunnya umur fatigue/fatigue life. Untuk menentukan
hubungan tegangan siklus untuk spesimen dengan notch, maka diperlukan tegangan
nominal. Perbandingan antara fatigue limit dengan notch dan fatigue limit tanpa
notch disebut fatigue norch faktor (Kt).
Atau
dari nilai Kt, dapat dihitung notch sensitivitas dengan symbol q
Dimana
: Kt = faktor konsentrasi tegangan
Bila
kekuatan tarik , radius notch dan ukuran penampang naik, dan bila ukuran butir
turun maka nilai Q akan naik.
2.
DIMENSI (SIZE)
Bila
ukuran spesimen bertambah maka ketahanan fatigue kadang-kadang menurun. Hal ini
ada beberapa alasan, Kegagalan akibat fatigue biasanya dimulai dari permukaan.
Jadi bila penambahan size dilakukan maka memberikan kemungkinan menimbulkan
keberadaan cacat. Akibatnya retak berawal pada cacat tersebut.
3.
EFEK PERMUKAAN
Ketahanan
fatigue sangat dipengaruhi oleh kondisi permukaan. Kondisi permukaan tersebut
adalah sifat permukaan seperti perlakuan permukaan seperti surface hardening dan tegangan sisa
permukaan. Efek dari surface finishing
atau kekasaran permukaan secara qualitatif juga mempengaruhi ketahanan fatigue
suatu material seperti yang ditunjukkan pada Tabel.1.
Perlakuan-perlakuan permukaan yang akan
merubah sifat mekanik permukaan juga akan mempengaruhi ketahanan fatigue bahan.
4. TEGANGAN RATA - RATA (MEAN STRESS)
Tegangan rata-rata (mean stress) juga
mempengaruhi ketahanan fatigue. Tegangan ini ditunjukkan dengan amplitudo
tegangan yang dinyatakan dengan ratio tegangan R = tegangan min/tegangan maks.
Untuk R = -1 artinya amplitudo tegangan tarik sama dengan amplitudo tegangan
tekan. Bila nilai R cendrung menjadi positif maka ketahanan fatiguenya menjadi
turun. Pengaruh ratio tegangan ditunjukkan pada Gambar.6.
5. FAKTOR METALURGI YANG MEMPENGARUHI
KETAHANAN FATIGUE
UKURAN BUTIR
semakin halus
ukuran butir maka ketahanan fatiguenya meningkat. Namun tidak berpengaruh pada
baja tanpa notchyang mendapat perlakuan panas
STRUKTUR MIKRO
Perubahan
struktur mikro yang mempengaruhi ketahanan fatigue. Karena bila terjadi
perubahan struktur mikro berarti akan terjadi perubahan fasa pada bahan, karena
bervariasinya fasa-fasa pada materi maka akan memberikan perbedaan pengaruh
terhadap ketahanan fatigue
ORIENTASI
Material yang
mengalami metal working seperti proses roll akan memiliki orientasi arah butir
yang searah dengan pengerolan, dalam hal ini ketahanan fatigue bersifat
anisotropic. Ketahanan fatigue akan meningkat bila arah pembebanan searah
dengan arah pengerolan,dan akan rendah bila sebaliknya.
Grafik
S-N atau Grafik Tegangan – Siklus Kegagalan (T – S)
Grafik
S-N atau grafik tegangan – siklus kegagalan (T – S) adalah grafik yang didapat
dari hasil pengujian fatik yang merupakan grafik hubungan antara kekuatan fatik
dan jumlah siklus pembebanan. Grafik S-N memberikan banyak informasi sifat
fatik karena pada saat pengujian, dimasukkan faktor geometri, perlakuan
permukaan, kondisi pembebanan, temperatur dan proses perlakuan material.
Kekurangan grafik S-N adalah tidak dapat memprediksi deformasi plastis lokal
dan efek dari tegangan rata-rata. Contoh grafik S-N diperlihatkan pada
Gambar.9
Gambar
9. Grafik Hasil Pengujian Fatik (Fatigue
Test)
Dari grafik diatas terdapat informasi mengenai karakteristik
fatik dari material, sumbu horizontal menunjukkan data jumlah siklus pembebanan
dan sumbu vertikal menunjukkan kekuatan fatik. Pada rentang siklus 107
sampai 108 dapat diamati ada tiga buah data spesimen yang
diberi tanda panah. Arti tanda ini adalah spesimen belum patah pada saat
pengujian dihentikan. Kondisi ini dinamakan batas ketahanan material
dalam menerima beban fatik (endurance
limit). Tingkat tegangannya dinamakan tegangan endurance (σe). Untuk merencanakan komponen yang
memiliki umur pakai aman atau bahkan umur tak hingga maka tingkat tegangan yang
diaplikasikan harus dibawah batas tegangan endurance nya.
PERAMBATAN RETAK
(CRACK PROPAGATION)
Perambatan retak adalah tahap ke2 dari
ke3 tahap proses kerusakan , dalam hal ini retak tumbuh dan menjalar mencapai
batas kritis. Dari data perambatan retak dari prediksi fatigue life dapat
dikembangkan dengan rumus:
da/dN = C ( K)m
dimana :
K =
range faktor intensitas tegangan C =
konstanta material
m =
material constant, da/Dn= laju pertumbuhan retak
Laju perambatan
retak merupakan fungsi dari faktor intensitas tegangan. Retak berawal dari daerah yang paling lemah, kemudian berkembang
seiring dengan berjalannya siklus pembebanan. Didalam suatu percobaan biasanya
perambatan retak dapat diukur secara visual dengan alat teleskop, atau bisa
dilakukan dengan alat ultrasonik.
Laju perambatan
retak merupakan fungsi dari faktor intensitas tegangan. Retak berawal dari daerah yang paling lemah, kemudian berkembang
seiring dengan berjalannya siklus pembebanan. Didalam suatuipercobaan biasanya
perambatan retak dapat diukur secara visual dengan alat teleskop.atau bisa
dilakukan dengan alat ultrasonik ataupun dengan alat pengubah resistivitas
listrik.
da/dN dievaluasi pada suatu panjang retak ,
kemudian untuk panjang retak tersebut. Dengan mengasumsi bahwa panjang retak a
pada suatu panjang konstan dan hanya tegangan yang bervariasi. Hal ini ditunjujkkan untuk suatu kalibrasi K sederhana
:
K =
=
=
dimana :
=
range tegangan
= range beban
A = penampang a =
panjang retak
CIRI PATAH LELAH
secara makroskopi
kegagalan akibat fatigue selalu ditunjukkan dengan adanya deformasi plastis
yang sedikit yang terlihat rata dan diikuti oleh patah statik. Secara makro
kegagalan akibat fatigue sering ditandai dengan adanya beach mark atau garis
pantai. Beach mark adalah garis yang menunujukkan hubungan siklus selama
pembebanan.
Lokasi dan
bentuk dari beach mark bervariasi terhadap kondisi pembebanan. Retak selalu dimulai dari daerah konsentrasi
teganganseperti fillet dan alur pasak pada poros. Dengan bergantung pada
kondisi pembebanan, maka retak awal dapat berawal dari beberapa tempat. Seperti
yang ditunjukkan pada Gambar.A dan B.
Gambar.A.
Permukaan patah fatigue dengan multiorigin
Gambar.B. Awal
retak pada selinder dinding tebal
Pengaruh kondisi pembebanan fatigue
akan mempengaruhi karakteristik permukaan patahnya , seperti yang ditunjukkan
pada Gambar.C
Gambar.C.
Permukaan patah fatigue terhadap kondisi beban
Konfigurasi
Sebuah mesin servo hydraulic fatigue tester biasanya digunakan untuk melakukan pengujian fatigue test. Fatigue tester ini terdiri dari aktuator hidrolik dioperasikan dipasang ke bingkai beban kekakuan tinggi untuk menerapkan beban ke spesimen. Karena sistem ini hidrolik dioperasikan, adalah mungkin untuk mencapai kedua beban tinggi dan frekuensi siklik tinggi.
Sistem pengujian pada fatigue tester harus dilengkapi dengan sistem kontrol yang mampu mengendalikan tes dan pengukuran data pada frekuensi tinggi. Hal ini juga penting bahwa sistem pengukuran beban secara akurat dapat mengukur beban spesimen, dan memberikan kompensasi untuk kesalahan beban yang disebabkan oleh gerakan dinamis dari sistem pengujian.
Bahan Pengujian Fatigue Testing
Beberapa bahan khas yang dikenakan fatigue testing:
Logam
Polimer
Komposit
Elastomer
Komponen struktural
Keramik
Standar Pengujian Fatigue Testing
ASTM berikut standar berlaku untuk fatigue testing:
E1820
E399
E606
E647
Fatigue Testing – Jenis Jenis Fatigue Testing
Low Cycle Fatigue Testing
Pesawat mesin turbin rentan terhadap kelelahan low and high cycle fatigue. Low Cycle Fatigue (LCF) menggambarkan lingkungan layanan dari banyak kritis (dan terutama logam) komponen: frekuensi rendah, beban besar / strain. Lingkungan LCF khas dari pisau turbin (heat-up/cool turun bersepeda) dan daya subjek generasi lainnya peralatan untuk siklus termal dan / atau mekanis (mis. bejana tekan, pipa, dll) LCF biasanya melibatkan deformasi yang besar, sehingga terakumulasi kerusakan pada spesimen. LCF penelitian sangat penting untuk memahami kegagalan (dalam logam), untuk keperluan perencanaan dan rekayasa.
High Cycle Fatigue Testing
High Cycle Fatigue Testing Tinggi (HCF) hasil dari siklus stres getaran pada frekuensi yang dapat mencapai ribuan siklus per detik dan dapat diinduksi dari sumber mekanik yang bervariasi. Hal ini khas dalam mesin turbin pesawat gas dan telah menyebabkan kegagalan prematur dari komponen mesin utama (kipas, kompresor, turbin). Sementara LCF melibatkan plastisitas massal di mana tingkat stres biasanya di atas kekuatan luluh material, HCF dominan adalah elastis, dan tingkat stres berada di bawah kekuatan luluh material.
Tidak ada komentar:
Posting Komentar